6.1 概要
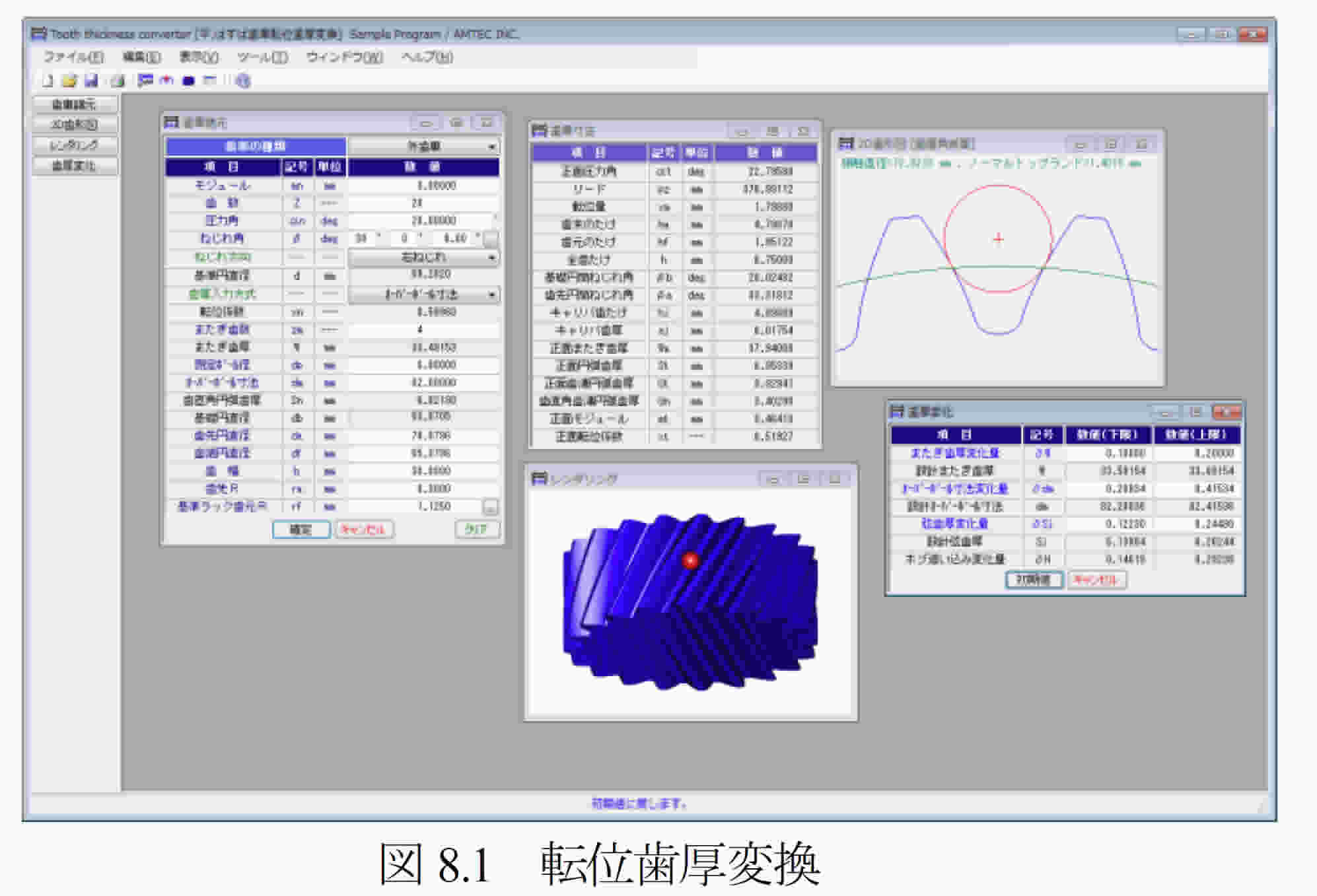
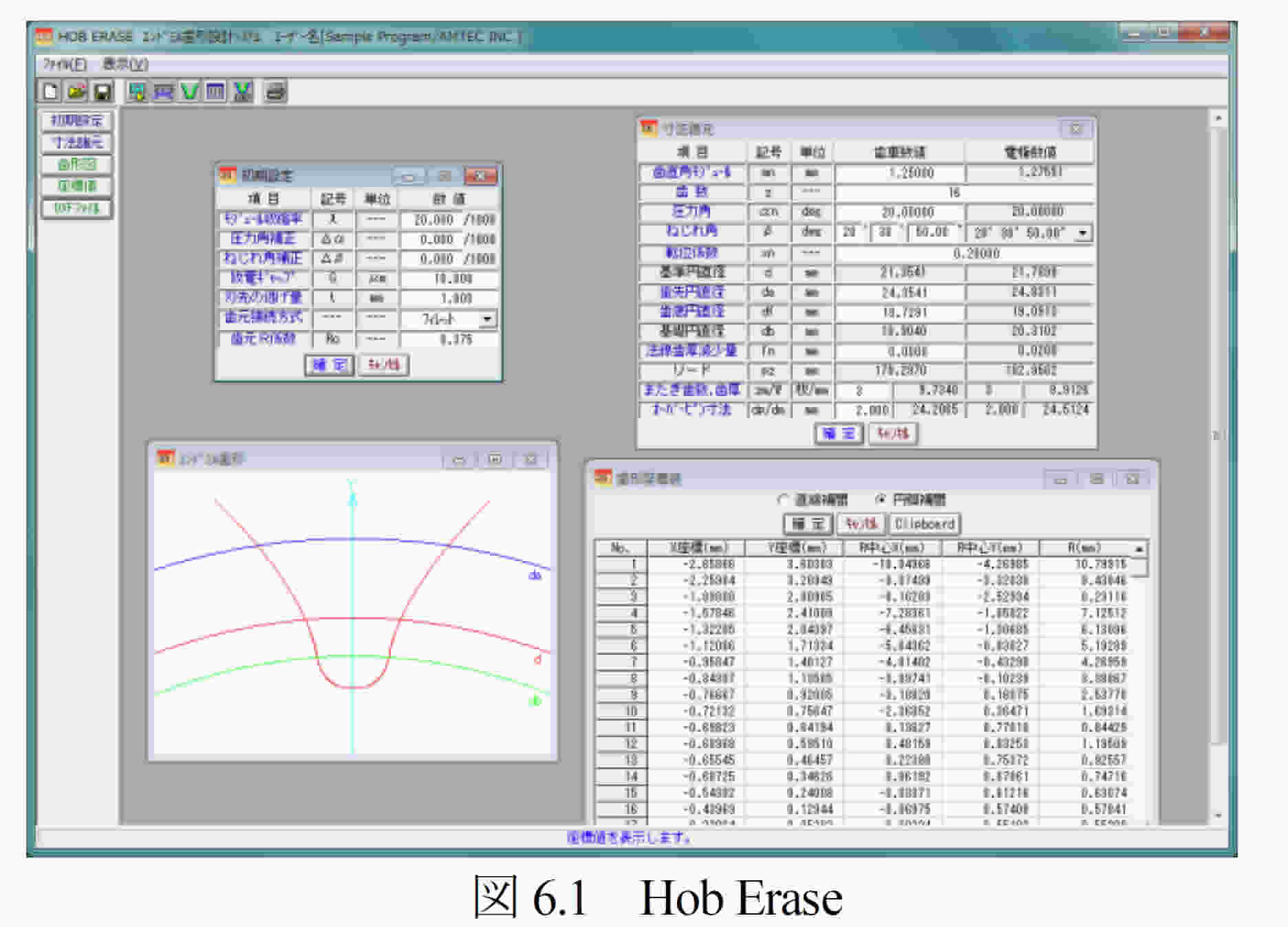
歯車電極用エンドミル歯形解析ソフトウェアHob Erase(ホブイレーズ)は,収縮率,放電ギャップ,圧力角補正,ねじれ角補正を考慮し切削時の包絡線軌跡を解析したエンドミル歯形座標値を決定するソフトウェアです.図6.1に,全体画面を示します.
エンドミル歯形は,歯車の歯直角断面歯形ではなく切削時の包絡線軌跡を解析し座標値を決定しています.平歯車の場合は,歯車歯形とエンドミル歯形は一致しますが,はすば歯車の場合は歯数が少ない程,また,ねじれ角が大きいほどエンドミル歯形と歯車歯形の差は大きくなります.歯車のインボリュート面は歯形解析により決定し,歯底付近のフィレットカーブは創成運動に基づいて決定していますので完全な理論歯形となります.Hob Eraseは,インボリュート平,はすば歯車(外歯車)に適用します.
6.2 初期設定
初期設定では,①モジュール収縮率,②圧力角補正率,③ねじれ角補正率,④放電ギャップ,⑤歯元R係数を設定します.収縮率を考慮したモジュールを入力する場合は,収縮率に0を入力します.
6.3 入力項目
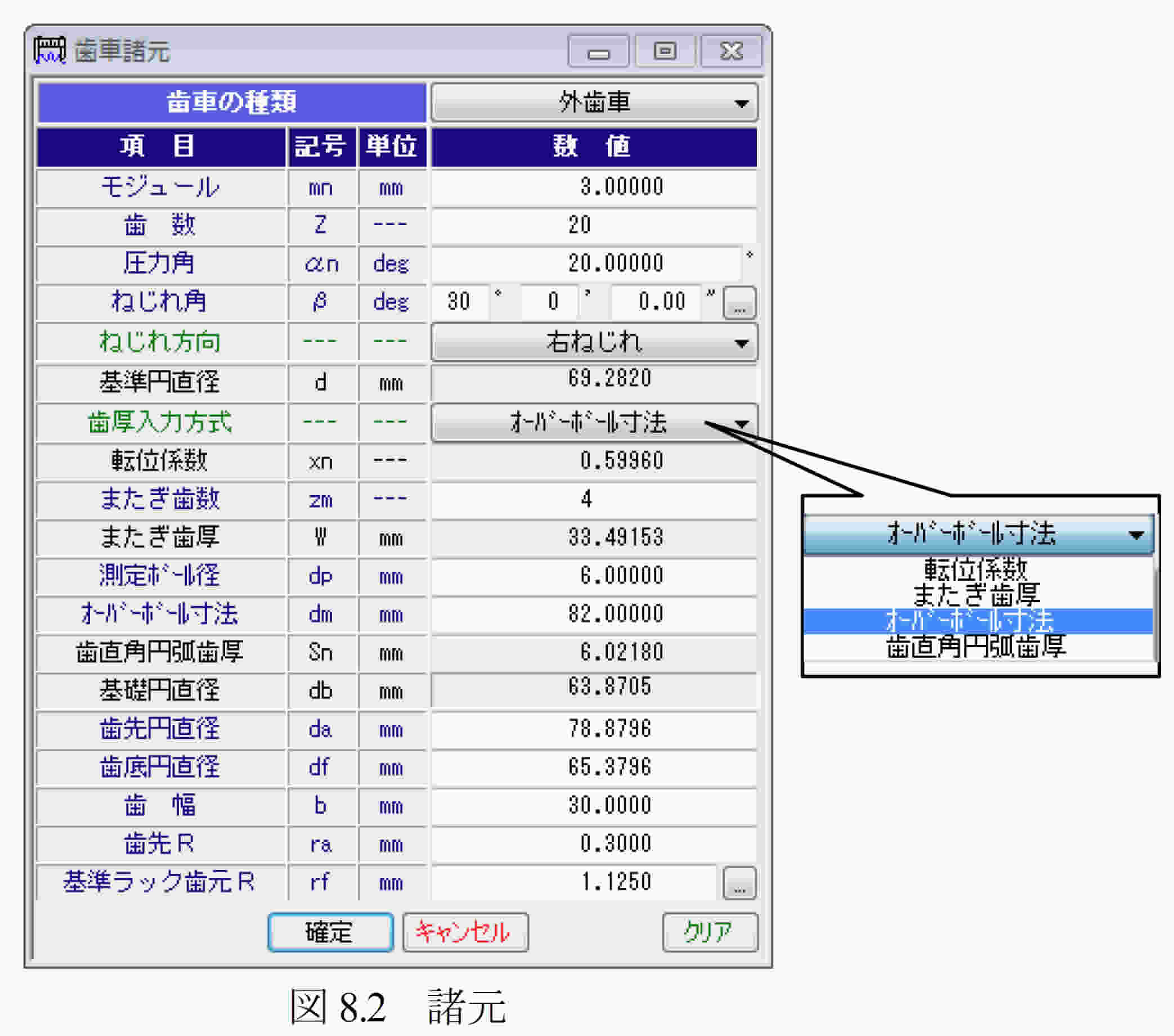
歯車諸元の入力は,①モジュール,②歯数,③圧力角,④ねじれ角,⑤転位係数,⑥歯先円直径,⑦歯底円直径,⑧歯厚減少量を入力します.
6.4 出力項目
(1)エンドミル歯形を画面作図します.
(2)エンドミル歯形座標値を表示します.(円弧補間座標値)
(3)歯形DXFファイルを出力します.
理論座標値を0.5μmの精度で円弧補間データに変換します.
(4)諸元を印刷します.
(5)歯形図を印刷します.
(6)設計データの登録(読込み)をします.
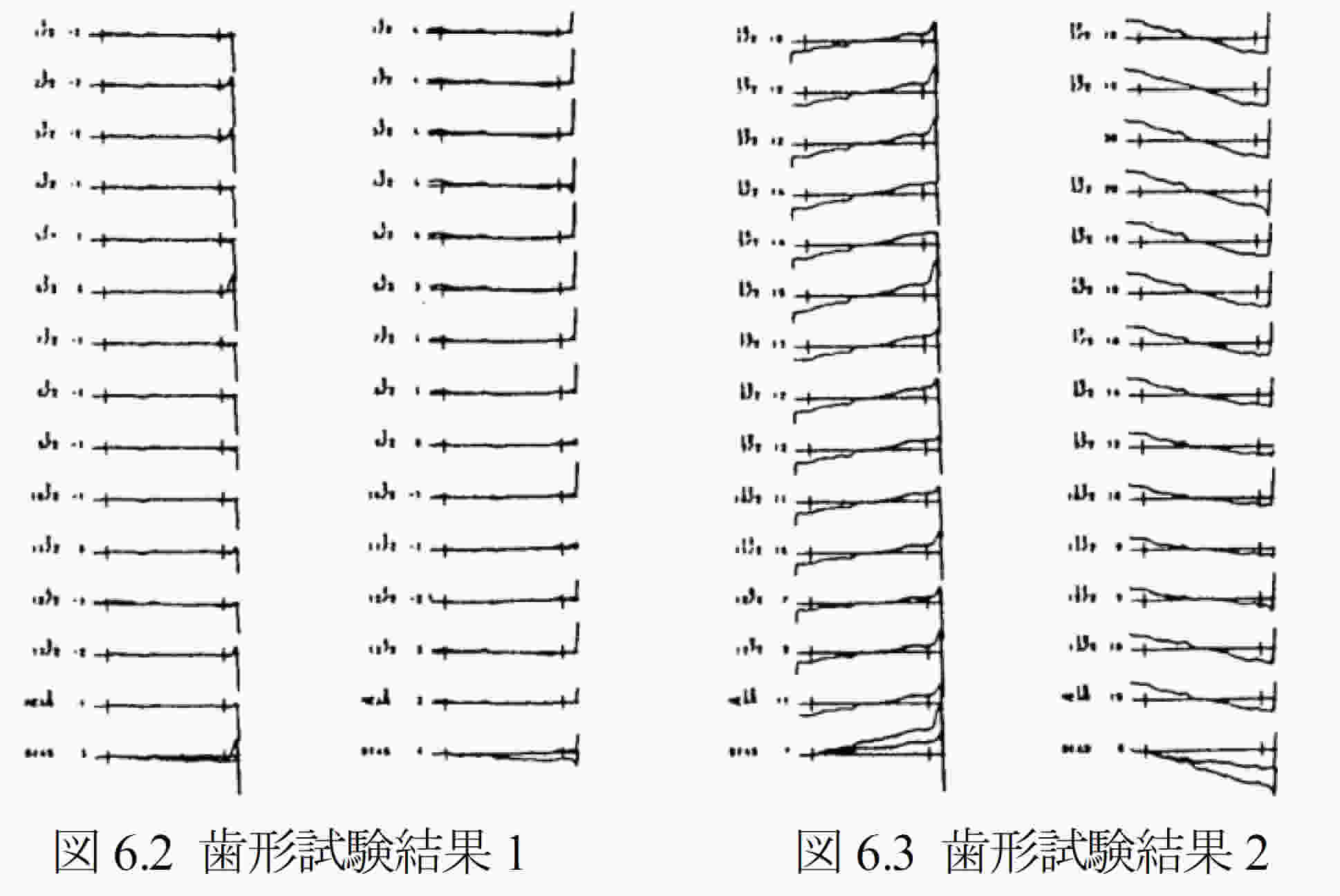
6.5 エンドミル加工による歯形試験結果例
図6.2の歯形試験結果1は,収縮率=2%,圧力角補正=0,ねじれ角補正=0としてエンドミルの刃形をHob Eraseで求め製作した歯車の検査結果を示します.図6.3の歯形試験結果2は,相当平歯車歯形をエンドミルの刃形として製作した歯車の検査結果を示します.
[7] Differential change gear calculation system (有理数分解)

7.1 概要
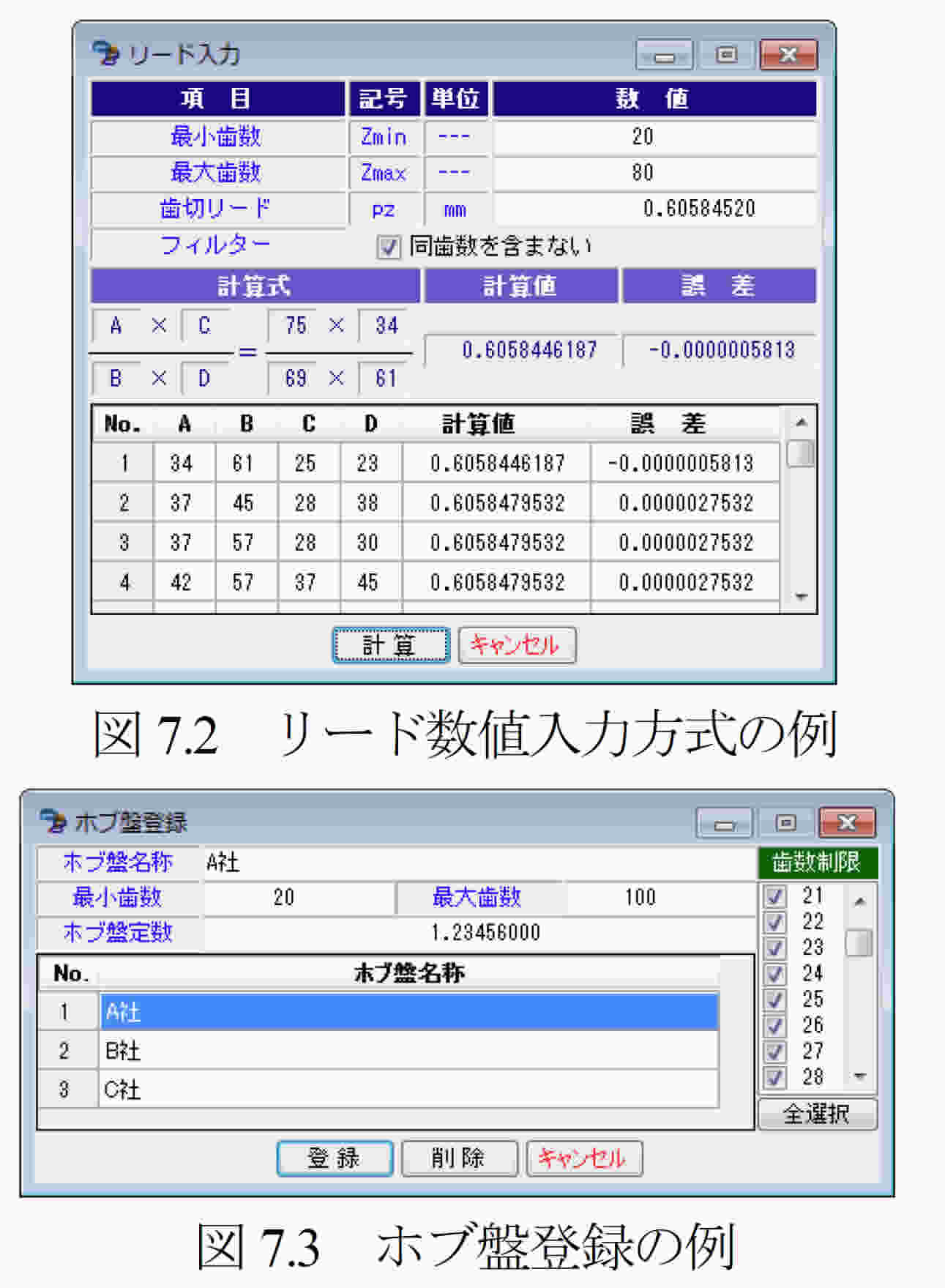
(1) 有理数分解ソフトウェアは,小数点数値を2種類の分数に分解するソフトウェ
アです.全体画面を図7.1に示します.
(2) 分数に分解する数値は,図7.2のように小数点数値を直接入力する方法とホ
ブ盤を登録(名称,定数,歯数最大,歯数最小)し,モジュール,ねじれ角を
入力して計算する2種類の方法があります.図7.3にホブ盤の登録例を示しま
す.
(3) 分解精度は,小数点以下6桁以上の精度で歯数の組み合わせ全てを表示し
ます.また,図7.2のように同歯数を含まない表示とすることもできます.
(4)減速歯車の歯数決定にも使用することができます.
AMTEC www.amtecinc.co.jp